What is a safety light curtain?
PRODUCTS
-
Inductive proximity sensor
- Square Proximity Sensor
- High temperature proximity sensor
- Low temperature proximity sensor
- ring proximity sensor
- Standard inductive proximity sensor
- Ultra Small inductive proximity sensor
- Long Distance Proximity Sensor
- Corrosion resistant proximity sensor
- metal face proximity sensor
- high pressure proximity sensor
- Analog proximity sensor
- namur proximity sensor
-
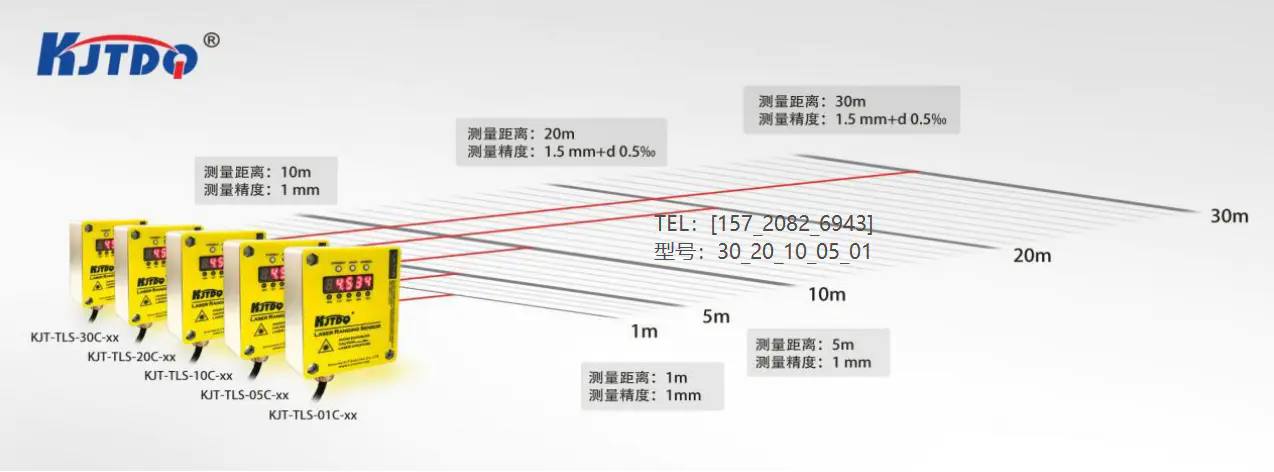
Laser sensor
- Explosion-proof laser distance measurement sensor
- Laser distance measurement module
- Intelligent driving system
- Laser hot and cold metal sensor
- Laser liquid level sensor
- TOF laser photoelectric sensor
- High-precision displacement sensor
- Amplifier built-in TOF laser sensor
- High frequency laser distance sensor
- High-precision laser distance sensor
- Capacitive proximity sensor
-
Photoelectric sensor
- Traffic collision protection device
- Square series
- Optical fiber
- Fiber amplifier
- standard series
- Cylindrical Photoelectric sensor
- Slot type Photoelectric sensor
- Square type Photoelectric sensor
- Long range Photoelectric sensor
- Optical fiber sensor
- High temperature Photoelectric sensor
- Laser Photoelectric sensor
- Color mark sensor
- Small photoelectric sensor
- Safety light curtain
- Megnetic Sensor
- Speed Sensor
- Textile special sensor
- Limit switch
- Vibration Sensor
- Measuring sensor
- Wireless sensor
- Conveyor belt protection devices
- Sensor accessories
laser sensors in the tire industry.
by:KJTDQ
2020-05-08
Non-contact PSD-type (
Position sensing detector)
For decades, laser measuring sensors have been successful in addressing the challenges of tire manufacturers.
These applications require fast and accurate sensors with better throughput, higher sampling rates and longer standby timesoff distances.
As tire specifications become more stringent, tire manufacturers are challenging their suppliers to ask them for on --and off-
Line application.
What the manufacturer wants is reliable equipment that can check the tires with better throughput, higher sampling rate and longer brackets
Without sacrificing precision, stay away from the distance.
Production and throughput mean everything for tire manufacturers.
They can afford little or no downtime at all
Inventory must be kept to a minimum. Manual re-
It is also necessary to minimize inspections of false rejections.
For these applications
It turns out that the contact laser measurement sensor is superior to the traditional contact/mechanical follower, even the old capacitor sensor whose repeatability and output change with each measurement.
The biggest drawback of contact or mechanical follower is that these types of sensors require a clean path on the tire to measure consistently.
When the tire rotates at a speed of 60 rpm, the tire lettering or relief destroys the touch probe (rpm).
Any font or relief on the tire will also severely reduce repeatability due to unwanted bounces.
In contrast, a well-designed laser measuring sensor is not affected by surface texture, color, speed, or different ambient light conditions.
The laser sensor has no probe wear or rebound compared to the contact sensor and collects data at a higher speed.
Performance requirements for rubber applications, because the rubber is black and absorbs almost all the light on the surface, the measuring device requires sufficient optical power to obtain high-quality laser spot images, and very fast gain control is needed to adapt to the change of surface reflectivity.
As a general rule, the best sensor performance also requires a laser with a smaller blob size and a very fast frequency response rate to move from the interrupted surface (such as the tread profile or the side wall) get reliable data shapes. In-
Processing of rubber materials, usually fresh and uncured from the manufacturing process of extruder, calender or tire, usually hot and sticky, with a black shiny surface, will evaporate smoke
The data from the measurement must reflect the real shape or size of the web or profile of the application.
It will not be affected by the hot, smoky environment or surface, the angle of measurement or the texture, brightness, slope, speed or temperature of the material.
When measuring rotating tires on TUO (Uniformity of tires
High-speed machines
The contact sensor must provide a quick sample to ensure that the defect does not escape detection. Non-
Contact laser measurements are ideal for these types of applications because they are able to respond quickly to process changes and are able to maintain high-speed measurements and consistent measurements throughout the manufacturing process.
How the triangulation works
Contact sensors in the rubber and tire industries use optical laser triangulation methods to accurately measure objects or surfaces.
Using this technology, a beam of light is projected from the sensor to the surface under test.
This technique is sometimes called structural light, which is equivalent to an automatic light slice microscope.
On the surface, the laser projects a spot at one point.
At an angle with the laser beam, the lens is used to form a spotted image or image on the image plane where the position sensing detector is located, and if the surface is farther away from the sensor, the point on the detector moves to a different point.
By determining the position of the imaging point and calculating the angle involved, the distance from the sensor to the surface can be determined.
There are two main types of detectors used in Africa
Contact triangle sensor.
Both are all solid-state and are integrated circuit chips, with solid construction and reliable performance even in harsh environments when properly encapsulated in the sensor housing.
The first type of detector is PSD or position sensing detector;
The second is CCD or charging-coupled device.
PSD is a single-element detector that converts light into continuous position data.
It is essentially an analog device.
When extremely high data rates are required, PSD sensors, such as those common in the rubber and tire industries, are used.
PSD sensors are designed for high frequency response, fast optical power control and small size requirements.
They provide very fast compensation for photoelectric flat changes, which is an important feature of rubber applications.
The CCD detector is essentially a form of digital camera with two dimensions.
Typically, one-dimensional CCD arrays are used for single-point measurement.
The 2D version is used with the laser line sensor, which can measure the 2D profile in a single image frame.
The main disadvantages of the CCD detector are related to the running speed, usually less than the speed that the PSD can achieve. PSD-
Laser-based sensors are ideal for tire and rubber applications and are replacing the dial indicator, linear variable differential transformers, capacitors, inductance, and ultrasonic sensors for these types of applications. In-
Process application PSD-
Triangle-based sensors are widely used in the tire industry, both in
Process and online.
Their small size is smaller than most other sensing technologies, making them ideal for measuring small changes and interrupting surfaces.
Here are some in-
Process application.
Thickness Measurement of calender rubber most thickness applications are carried out in a fixed position with two opposite lasers, one on top of the material and one under the material.
Through differential sensor output, accurate and accurate measurements of material thickness changes of any type in the paper are provided.
Due to the high sample rate and small spots, any channel line change or vibration of the material will not affect the thickness measurement.
In some cases, the two sensors are mounted on a mechanical slider and a \"C\" frame that scans back and forth to monitor the thickness change of the material width.
In order to prevent vibration from introducing measurement errors, the frame must be rigid.
Other applications need to use one or more fixed sensors for reference surfaces, such as reference rollers.
Although this method is simple and clear, its accuracy depends on the type of precision roller used.
Bearing wear and dirt build-up must be compensated
On the reference volume.
There are also risks in high-
Accelerate the expansion application of the material away from the reference point.
The extrusion profile and guide laser sensor are ideal for this measurement due to its long stand
Closure and durability.
They are also able to be measured without considering the speed or temperature of the extruded rubber.
The rubber extruded through the mold forms a specific shape, such as the tread part of the tire. In-
Process measurement of profiles during extrusion allows control of the process by correcting parameters such as thickness, width and profiles to maintain the correct shape.
Surface features such as ridges, center lines, and edges can also be monitored.
Basically, this information lets the operator know how the mold is worn out and when it is replaced.
The profile of the tread extrusion can usually be done by mechanically scanning the entire extrusion.
Many applications offer faster than mechanical scanning.
To meet this demand, some manufacturers have developed high
Speed optical scanning point triangle sensor.
A newly developed sensor is unique in its ability to quickly adjust the laser power at every point along the 2D scan line.
This ensures proper exposure to each data point.
Common reasons for overlapping and splicing detection of non-overlapping
Uniform tires are incorrect thickness and profile joints in tire layingup operation. By in-
For example, process monitoring on tire manufacturing machines, rapid detection of errors and trends, avoiding the scrapping of a large number of solidified tires.
In this application, laser sensors are shown to be more accurate than other types of sensors.
Monitor the radial and lateral runout of green tires to reduce scrap, must detect the runout early in the manufacturing process and measure the runout when the tires are made;
It must also provide the information needed to implement corrective actions.
When measuring green tires in tire manufacturing machinery, splicing overlap in liners, side walls and/or threads can be analyzed and quantified.
By identifying and correcting any problems before curing and testing, it is possible to ensure a better uniformity of the final product.
The accuracy and repeatability provided are the key factors for laying a good measurement Foundation for statistical calculations such as round and harmonic.
The final inspection application tire side wall inspection process must detect all suspicious products such as bumps and dents, while minimizing false rejection or classifying good tires as defective.
This process may involve many people.
Manual inspection takes a lot of time and money.
Many tire manufacturers are affected by the measurement limitations of sensor manufacturers and therefore have to overdo
Make its side wall bump and dent measurement system sensitive, resulting in expensive manual inspection requirements.
Some measurement systems can\'t even distinguish between bumps or dents. State-of-the-
These limitations are overcome by artistic measurement accuracy and advanced software analysis. PSD-
For example, laser-based triangulation sensors provide accurate and reliable data at very high resolution at high speeds.
Tire expansion shows that the tire structure is weak due to poor splicing of side wall materials.
Basically, the joints don\'t overlap enough, so when the tire is inflated to pressure, the tire blows out like a balloon.
The bump can be anywhere in 0. 3 mm to 3. 0mm high 5. 0 mm to 7. 0 mm wide. PSD-
The laser-based sensor is able to quickly detect bumps and other abnormalities on a 60 rpm rotating tire and accurately measure the bumps, better [+ or -]0. 0254 mm.
The height of the prominent bump is about 0. 3 ram.
The customer now asks to limit the height to 0.
2mm, because many bumps have nothing to do with ropes, they are air blisters.
The laser sensor can also be measured on the slopes without the need to lose data or relocate the angle of attack.
They provide X/Y drawings of bumps, dents, dents and positions on the side walls and can be measured by black fonts, lubricating oils or any other obstacle.
Sensors with small spots can also filter out high-frequency signals and still detect and measure the flow frequency of bumps and dents.
False positive tests (commonly referred to as alpha deletions) are also minimized by laser sensors.
For tires with a capacitive probe or without a clear path to the side wall for geometric testing, the alpha leak rate is higher.
It is completely unacceptable that the tire has a bump but is not detected, which may cause the manufacturer to fail or recall the batch.
The industry is also interested in providing all-laser line lasers
Tire Coverage and allow for effective analysis of the side walls.
The downside to this is the high cost and complexity.
Many sensors are used in tire uniformity machines (TUO).
Although some TUOs, such as TTOC-
II and TSOS systems, using lasers, most systems use capacitive probes with very large spot sizes, and sometimes may be the cause of false rejection.
Other machines use a touch probe, which bounces back on the tire surface when the tire rotates, producing errors or high-end lasers with low-end laser sensors that do not perform like high sampling rates and complex optical control circuits.
It was found that the laser sensors used with the TUO machine usually provide higher accuracy and faster cycle time than the traditional contact measurement and capacitive sensor systems.
Some microprocessor
For example, there are more than 6 system-based projects.
0mm spot comparison 0.
02mm points precision laser sensor (figure 1).
The larger blob size affects the accuracy of the readings and limits the application.
Due to the slow measurement sampling rate, some CCD sensors require additional cycle time to process foreign data. [
Figure 1 slightly]
In typical TUO applications, non-
Contact sensor mounted on aluminum cframe arm.
The TUO system monitors the signal from the sensor and identifies the type of depression, the width of the bottom, the size of the slope and other geometric parameters.
As the tire rotates at a speed of 60 rpm, more than 4,000 readings can be obtained per profile.
This gives up to five profiles compared to the standard uniformity test.
To check for more efficient tyres and new side wall styles, the tire uniformity system is constantly improving.
For some systems, the test cycle time has been reduced to 17 seconds, and further shortening is needed to meet the specifications required by the tire manufacturer.
The radial beat sensor can also be used to measure the non-circle in the tire.
The application\'s data processing software is designed to eliminate pin holes, flashes, and grooves, and is only measured at the top of the tread to produce a very accurate round-shape analysis.
The result is a filter representation of the tire beating, essentially reducing or eliminating all Groove depth and high frequency elements that cause the output to not be determined.
In order to meet the strict requirements of tire manufacturers, some sensor manufacturers are developing sensors for data acquisition systems with higher frequency.
This will further increase the speed of the sensor.
Analysis of Non-tread wearcontact laser-
The measurement provides the complete wear profile of the tire, as well as the quantification of irregular wear.
This is important for road noise effects and recognition of local wear phenomena such as heel/toe wear, recessed lugs, diagonal wear, shoulder wipe and center wear. Non-contact laser-
Tread-based measurement is also an effective tool for diagnosing manufacturing problems in both lateral and radial operations
A clearly visible displacement from the high-precision surface measurement of the new tire.
Tire manufacturers need accurate wear data for prototype tires to improve the design.
Car manufacturers use this analysis to provide comparative measurements to choose the best tire design.
Conclusion with increased competition in a moderately growing market, the tire industry relies on high quality that requires reliable measurement solutions and limits downtime.
Therefore, laser sensors with speed, accuracy and reliability play an increasingly important role.
Laser sensor manufacturers meet these needs by developing sensors that can meet or exceed expectations.
As a result, rubber and tire manufacturers have turned to strengthening quality control to reduce manufacturing costs and remain competitive in the market.
Position sensing detector)
For decades, laser measuring sensors have been successful in addressing the challenges of tire manufacturers.
These applications require fast and accurate sensors with better throughput, higher sampling rates and longer standby timesoff distances.
As tire specifications become more stringent, tire manufacturers are challenging their suppliers to ask them for on --and off-
Line application.
What the manufacturer wants is reliable equipment that can check the tires with better throughput, higher sampling rate and longer brackets
Without sacrificing precision, stay away from the distance.
Production and throughput mean everything for tire manufacturers.
They can afford little or no downtime at all
Inventory must be kept to a minimum. Manual re-
It is also necessary to minimize inspections of false rejections.
For these applications
It turns out that the contact laser measurement sensor is superior to the traditional contact/mechanical follower, even the old capacitor sensor whose repeatability and output change with each measurement.
The biggest drawback of contact or mechanical follower is that these types of sensors require a clean path on the tire to measure consistently.
When the tire rotates at a speed of 60 rpm, the tire lettering or relief destroys the touch probe (rpm).
Any font or relief on the tire will also severely reduce repeatability due to unwanted bounces.
In contrast, a well-designed laser measuring sensor is not affected by surface texture, color, speed, or different ambient light conditions.
The laser sensor has no probe wear or rebound compared to the contact sensor and collects data at a higher speed.
Performance requirements for rubber applications, because the rubber is black and absorbs almost all the light on the surface, the measuring device requires sufficient optical power to obtain high-quality laser spot images, and very fast gain control is needed to adapt to the change of surface reflectivity.
As a general rule, the best sensor performance also requires a laser with a smaller blob size and a very fast frequency response rate to move from the interrupted surface (such as the tread profile or the side wall) get reliable data shapes. In-
Processing of rubber materials, usually fresh and uncured from the manufacturing process of extruder, calender or tire, usually hot and sticky, with a black shiny surface, will evaporate smoke
The data from the measurement must reflect the real shape or size of the web or profile of the application.
It will not be affected by the hot, smoky environment or surface, the angle of measurement or the texture, brightness, slope, speed or temperature of the material.
When measuring rotating tires on TUO (Uniformity of tires
High-speed machines
The contact sensor must provide a quick sample to ensure that the defect does not escape detection. Non-
Contact laser measurements are ideal for these types of applications because they are able to respond quickly to process changes and are able to maintain high-speed measurements and consistent measurements throughout the manufacturing process.
How the triangulation works
Contact sensors in the rubber and tire industries use optical laser triangulation methods to accurately measure objects or surfaces.
Using this technology, a beam of light is projected from the sensor to the surface under test.
This technique is sometimes called structural light, which is equivalent to an automatic light slice microscope.
On the surface, the laser projects a spot at one point.
At an angle with the laser beam, the lens is used to form a spotted image or image on the image plane where the position sensing detector is located, and if the surface is farther away from the sensor, the point on the detector moves to a different point.
By determining the position of the imaging point and calculating the angle involved, the distance from the sensor to the surface can be determined.
There are two main types of detectors used in Africa
Contact triangle sensor.
Both are all solid-state and are integrated circuit chips, with solid construction and reliable performance even in harsh environments when properly encapsulated in the sensor housing.
The first type of detector is PSD or position sensing detector;
The second is CCD or charging-coupled device.
PSD is a single-element detector that converts light into continuous position data.
It is essentially an analog device.
When extremely high data rates are required, PSD sensors, such as those common in the rubber and tire industries, are used.
PSD sensors are designed for high frequency response, fast optical power control and small size requirements.
They provide very fast compensation for photoelectric flat changes, which is an important feature of rubber applications.
The CCD detector is essentially a form of digital camera with two dimensions.
Typically, one-dimensional CCD arrays are used for single-point measurement.
The 2D version is used with the laser line sensor, which can measure the 2D profile in a single image frame.
The main disadvantages of the CCD detector are related to the running speed, usually less than the speed that the PSD can achieve. PSD-
Laser-based sensors are ideal for tire and rubber applications and are replacing the dial indicator, linear variable differential transformers, capacitors, inductance, and ultrasonic sensors for these types of applications. In-
Process application PSD-
Triangle-based sensors are widely used in the tire industry, both in
Process and online.
Their small size is smaller than most other sensing technologies, making them ideal for measuring small changes and interrupting surfaces.
Here are some in-
Process application.
Thickness Measurement of calender rubber most thickness applications are carried out in a fixed position with two opposite lasers, one on top of the material and one under the material.
Through differential sensor output, accurate and accurate measurements of material thickness changes of any type in the paper are provided.
Due to the high sample rate and small spots, any channel line change or vibration of the material will not affect the thickness measurement.
In some cases, the two sensors are mounted on a mechanical slider and a \"C\" frame that scans back and forth to monitor the thickness change of the material width.
In order to prevent vibration from introducing measurement errors, the frame must be rigid.
Other applications need to use one or more fixed sensors for reference surfaces, such as reference rollers.
Although this method is simple and clear, its accuracy depends on the type of precision roller used.
Bearing wear and dirt build-up must be compensated
On the reference volume.
There are also risks in high-
Accelerate the expansion application of the material away from the reference point.
The extrusion profile and guide laser sensor are ideal for this measurement due to its long stand
Closure and durability.
They are also able to be measured without considering the speed or temperature of the extruded rubber.
The rubber extruded through the mold forms a specific shape, such as the tread part of the tire. In-
Process measurement of profiles during extrusion allows control of the process by correcting parameters such as thickness, width and profiles to maintain the correct shape.
Surface features such as ridges, center lines, and edges can also be monitored.
Basically, this information lets the operator know how the mold is worn out and when it is replaced.
The profile of the tread extrusion can usually be done by mechanically scanning the entire extrusion.
Many applications offer faster than mechanical scanning.
To meet this demand, some manufacturers have developed high
Speed optical scanning point triangle sensor.
A newly developed sensor is unique in its ability to quickly adjust the laser power at every point along the 2D scan line.
This ensures proper exposure to each data point.
Common reasons for overlapping and splicing detection of non-overlapping
Uniform tires are incorrect thickness and profile joints in tire layingup operation. By in-
For example, process monitoring on tire manufacturing machines, rapid detection of errors and trends, avoiding the scrapping of a large number of solidified tires.
In this application, laser sensors are shown to be more accurate than other types of sensors.
Monitor the radial and lateral runout of green tires to reduce scrap, must detect the runout early in the manufacturing process and measure the runout when the tires are made;
It must also provide the information needed to implement corrective actions.
When measuring green tires in tire manufacturing machinery, splicing overlap in liners, side walls and/or threads can be analyzed and quantified.
By identifying and correcting any problems before curing and testing, it is possible to ensure a better uniformity of the final product.
The accuracy and repeatability provided are the key factors for laying a good measurement Foundation for statistical calculations such as round and harmonic.
The final inspection application tire side wall inspection process must detect all suspicious products such as bumps and dents, while minimizing false rejection or classifying good tires as defective.
This process may involve many people.
Manual inspection takes a lot of time and money.
Many tire manufacturers are affected by the measurement limitations of sensor manufacturers and therefore have to overdo
Make its side wall bump and dent measurement system sensitive, resulting in expensive manual inspection requirements.
Some measurement systems can\'t even distinguish between bumps or dents. State-of-the-
These limitations are overcome by artistic measurement accuracy and advanced software analysis. PSD-
For example, laser-based triangulation sensors provide accurate and reliable data at very high resolution at high speeds.
Tire expansion shows that the tire structure is weak due to poor splicing of side wall materials.
Basically, the joints don\'t overlap enough, so when the tire is inflated to pressure, the tire blows out like a balloon.
The bump can be anywhere in 0. 3 mm to 3. 0mm high 5. 0 mm to 7. 0 mm wide. PSD-
The laser-based sensor is able to quickly detect bumps and other abnormalities on a 60 rpm rotating tire and accurately measure the bumps, better [+ or -]0. 0254 mm.
The height of the prominent bump is about 0. 3 ram.
The customer now asks to limit the height to 0.
2mm, because many bumps have nothing to do with ropes, they are air blisters.
The laser sensor can also be measured on the slopes without the need to lose data or relocate the angle of attack.
They provide X/Y drawings of bumps, dents, dents and positions on the side walls and can be measured by black fonts, lubricating oils or any other obstacle.
Sensors with small spots can also filter out high-frequency signals and still detect and measure the flow frequency of bumps and dents.
False positive tests (commonly referred to as alpha deletions) are also minimized by laser sensors.
For tires with a capacitive probe or without a clear path to the side wall for geometric testing, the alpha leak rate is higher.
It is completely unacceptable that the tire has a bump but is not detected, which may cause the manufacturer to fail or recall the batch.
The industry is also interested in providing all-laser line lasers
Tire Coverage and allow for effective analysis of the side walls.
The downside to this is the high cost and complexity.
Many sensors are used in tire uniformity machines (TUO).
Although some TUOs, such as TTOC-
II and TSOS systems, using lasers, most systems use capacitive probes with very large spot sizes, and sometimes may be the cause of false rejection.
Other machines use a touch probe, which bounces back on the tire surface when the tire rotates, producing errors or high-end lasers with low-end laser sensors that do not perform like high sampling rates and complex optical control circuits.
It was found that the laser sensors used with the TUO machine usually provide higher accuracy and faster cycle time than the traditional contact measurement and capacitive sensor systems.
Some microprocessor
For example, there are more than 6 system-based projects.
0mm spot comparison 0.
02mm points precision laser sensor (figure 1).
The larger blob size affects the accuracy of the readings and limits the application.
Due to the slow measurement sampling rate, some CCD sensors require additional cycle time to process foreign data. [
Figure 1 slightly]
In typical TUO applications, non-
Contact sensor mounted on aluminum cframe arm.
The TUO system monitors the signal from the sensor and identifies the type of depression, the width of the bottom, the size of the slope and other geometric parameters.
As the tire rotates at a speed of 60 rpm, more than 4,000 readings can be obtained per profile.
This gives up to five profiles compared to the standard uniformity test.
To check for more efficient tyres and new side wall styles, the tire uniformity system is constantly improving.
For some systems, the test cycle time has been reduced to 17 seconds, and further shortening is needed to meet the specifications required by the tire manufacturer.
The radial beat sensor can also be used to measure the non-circle in the tire.
The application\'s data processing software is designed to eliminate pin holes, flashes, and grooves, and is only measured at the top of the tread to produce a very accurate round-shape analysis.
The result is a filter representation of the tire beating, essentially reducing or eliminating all Groove depth and high frequency elements that cause the output to not be determined.
In order to meet the strict requirements of tire manufacturers, some sensor manufacturers are developing sensors for data acquisition systems with higher frequency.
This will further increase the speed of the sensor.
Analysis of Non-tread wearcontact laser-
The measurement provides the complete wear profile of the tire, as well as the quantification of irregular wear.
This is important for road noise effects and recognition of local wear phenomena such as heel/toe wear, recessed lugs, diagonal wear, shoulder wipe and center wear. Non-contact laser-
Tread-based measurement is also an effective tool for diagnosing manufacturing problems in both lateral and radial operations
A clearly visible displacement from the high-precision surface measurement of the new tire.
Tire manufacturers need accurate wear data for prototype tires to improve the design.
Car manufacturers use this analysis to provide comparative measurements to choose the best tire design.
Conclusion with increased competition in a moderately growing market, the tire industry relies on high quality that requires reliable measurement solutions and limits downtime.
Therefore, laser sensors with speed, accuracy and reliability play an increasingly important role.
Laser sensor manufacturers meet these needs by developing sensors that can meet or exceed expectations.
As a result, rubber and tire manufacturers have turned to strengthening quality control to reduce manufacturing costs and remain competitive in the market.
Custom message
Related Products



















![[Good news] Nanjing Institute of Technology joins hands with Kaijit to establish an “off-campus practical education base”](https://img80002753.weyesimg.com/uploads/www.kjt-sensor.com/images/17133382885300.jpg?imageView2/2/w/1920/q/75/format/webp)










![[Good news] KJT was awarded the](https://img80002753.weyesimg.com/uploads/www.kjt-sensor.com/images/17132350274153.jpg?imageView2/2/w/1920/q/75/format/webp)
![[Invitation Letter] 2021SIA Dongguan Smart Factory Exhibition and DME Dongguan International Machine Tool Exhibition](https://img80002753.weyesimg.com/uploads/www.kjt-sensor.com/images/17132347116490.jpg?imageView2/2/w/1920/q/75/format/webp)
![[Good news] Kaijit passed the national high-tech enterprise review and certification](https://img80002753.weyesimg.com/uploads/www.kjt-sensor.com/images/17132343883285.jpg?imageView2/2/w/1920/q/75/format/webp)